
Tuesday, March 19, 2013
WELD LINE
BUBBLE


Saturday, March 2, 2013
FLASHING



Saturday, February 23, 2013
SINK MARK
.JPG)
.JPG)
Wednesday, February 6, 2013
SHORT SHOT / SHORT MOULD

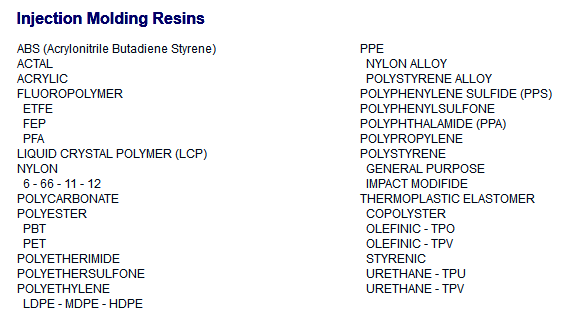
MASALAH 3. SHORT SHOT / SHORT MOULD....... Ada beberapa sebab yang boleh menyebabkan short shot diantaranya. 1. jenis resin yang digunakan biasanya mempunyai tahap kecairan yang berbeza. mungkin suhu pencairan tidak cukup kepanasannya. jadi semasa proses suntikan resin yang masuk ke mould akan cepat membeku sebelum sampai ke kawasan yang diperlukan. 2. kelajuan suntikan terlalu perlahan. apabila proses suntikan, resin yang masuk ke mould akan membeku sebelum sempat sampai ke kawasan diperlukan. 3. tekanan suntikan terlalu rendah. resin yang ditolak masuk ke mould tidak cukup tekanan untuk sampai ke kawasan tertentu. 4.pengambilan resin yang terlalu kurang. resin yang masuk ke mould tidak cukup untuk memenuhi ruang pada mould. 5. air vane mungkin tersumbat , apabila air vane tersumbat udara tidak boleh keluar semasa proses suntikan jadi resin akan terhalang oleh tekanan udara yang tinggi untuk masuk ke kawasan tertentu. 6. ada beberapa pekara lain yang boleh menyebabkan short mould antaranya adalah kerana nozzle tersumbat menyebabkan resin yang masuk ke mould tidak lancar dan tersekat. 7. atau resin yang masuk ke screw tersekat di corong hopper menjadikan resin yang masuk ke screw berkurangan.. 8. sesetengah part atau produk mempunyai 2 atau lebih runner/sprue, mungkin satu daripada sprue/runner tersumbat (gating).
.JPG)
Tuesday, February 5, 2013
SILVER STREAK
.JPG)
.JPG)
- Ada beberapa perkara yang boleh menyebabkan silver streak. 1. silver streak boleh terjadi kerana resin yang digunakan mengandungi kelembapan atau basah. penyelesaiannya keringkan resin mengunakan hopper dryer. tahap pengeringan bergantung pada jenis resin yang digunakan 2. silver streak boleh juga terjadi kerana suhu heater pada nozzle terlalu tinggi. sesetengah jenis resin tidak tahan dengan kepanasan yang tinggi.penyelesaiannya turunkan suhu nozzle. 3. ianya boleh juga terjadi apabila nozzle tersumbat oleh benda asing menjadikan lubang nozzle menjadi sempit.penyelesaiannya periksa nozzle. 4. silver streak boleh juga terjadi apabila kelajuan suntikan terlalu tinggi. penyelesaiannya turunkan kelajuan suntikan ( injection speed ). 5.silver streak boleh juga terjadi apabila screw back pressure rendah. menjadikan resin yang mencair kurang mampat sewaktu screw berputar. jadi ada ruang udara yang terperangkap di dalam resin. 6. silver streak boleh juga terjadi apabila suck back terlalu panjang. tujuan asal suck back adalah untuk memisahkan resin dari sprue. ini berlaku apabila sprue tidak mahu putus dan berekor. apabila suck back panjang (menarik screw setelah screw berhenti berputar). udara akan masuk terlalu banyak.

turunkan suhu nozzle ( HN )
|





Monday, February 4, 2013
BURN MARK

- MASALAH 1: BURN MARK........Bagaimana hendak mengelakkan burn mark?...ada beberapa yang perkara menyebabkan burn mark. 1. burn mark terjadi apabila resin yang disuntik masuk ke dalam mould dengan kelajuan yang tinggi. penyelesaiannya perlahankan kelajuan suntikan. 2. burn mark juga boleh terjadi kerana kepanasan heater semasa proses pencairan terlalu panas.(setiap jenis resin mempunyai tahap pemanasan yang berbeza suhunya) penyelesaiannya turunkan kepanasan heater. 3. burn mark boleh juga terjadi apabila mould terlalu panas. penyelesaiannya periksa system penyejukan mould. (chiller, normal water ). 4. burn mark juga boleh terjadi apabila semasa proses suntikan, apabila resin disuntik ke dalam mould terlalu laju menyebabkan udara yang terperangkap didalam mould terbakar cuba lihat gambar di atas, burn mark terjadi di kawasan hujung atau terakhir di situlah udara terperangkap. setiap mould mempunyai saluran untuk udara keluar. (air vane). penyelesaiannya bersihkan saluran udara yang tersumbat (air vane).
 | ||||
bersihkan permukaan mould. biasanya air vane berbentuk seperti parit. anak panah merah itu adalah arah udara yang sepatutnya keluar semasa proses suntikan.
|


Saturday, February 2, 2013


PROSES INJECTION MOULDING
Diblog ini aku akan mengajar cara mengatasi masalah yang selalu berlaku dalam proses injection moulding seperti short mold, sing mark, flashing, flow mark, white mark, pin mark, burn mark, silver streak dan lain lain lagi secara terperinci yang tiada di mana mana blog.
 | ||||
step1, bahan mentah yang ada pada hopper akan turun melalui corong masuk ke screw yang berputar
|




Subscribe to:
Posts (Atom)